核融合炉
核融合炉
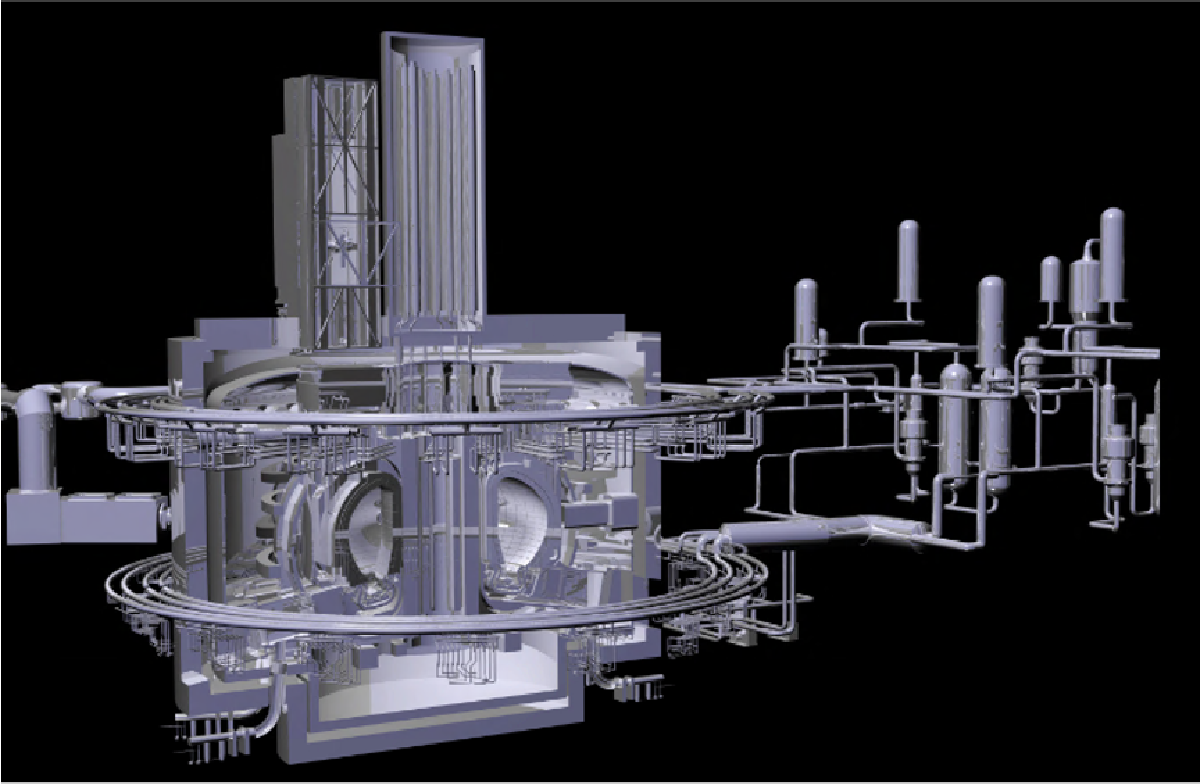
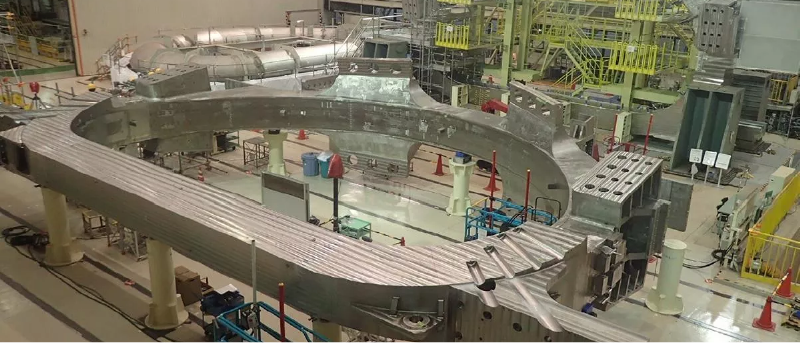
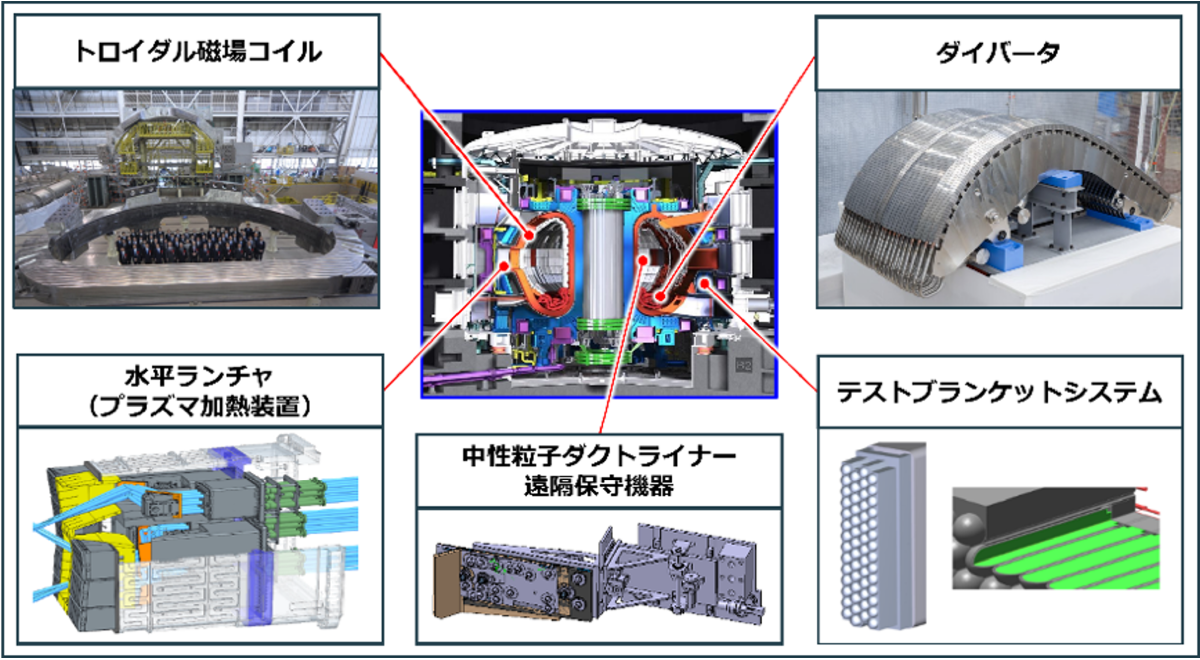
トロイダル磁場コイルやダイバータ等の主要機器製作を通じて、核融合炉(ITER/原型炉)開発に貢献。
「人類と地球の未来のために(三菱重工 核融合偏)」動画
核融合ってこんな仕組み
太陽が輝き、地球に降り注いでるエネルギーのもとは、水素が融合してヘリウムが生成される核融合エネルギーです。
燃料の枯渇する心配がないので無尽蔵であると言えます。燃料1gで石油8トン(タンクローリー1台分)のエネルギーに等価であると言われています。
核融合エネルギーは、カーボンニュートラルの究極のエネルギー源であると言えます。
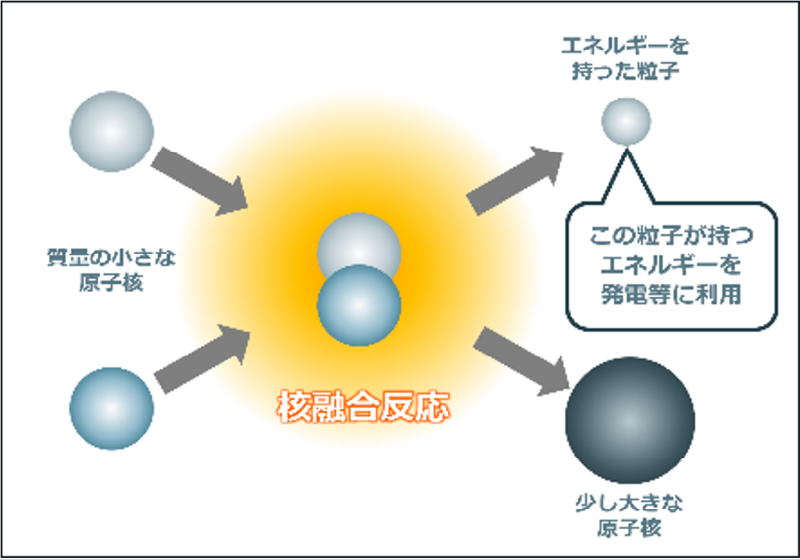
太陽のエネルギー源は核融合反応
太陽の中心部の温度は1600万度、圧力は2500億気圧です。この高温高圧により核融合反応がおきています。
三菱重工の核融合研究開発への取組み
究極のエネルギーである核融合エネルギーは、世界のエネルギー問題の解決、地球温暖化対策に貢献できる潜在力を有しており、当社は国際プロジェクトであるITER計画や発電実証を目指す原型炉開発計画に取組み、この"究極のエネルギー"である核融合エネルギーの実用化に向けて貢献しております。
国際プロジェクトITER計画への取組み
世界7極で構成されるITER計画に参画し、主要機器(トロイダル磁場コイルやダイバータ)を製作しています。
発電実証原型炉計画への取組み
これまでに培われた技術、ベテランの技術者の経験に加え、最先端技術と若手技術者の発想を融合することで、原型炉開発に挑戦しております。今後も、原型炉開発の一翼を担えるよう取り組んでいきます。