
Growing Expectations for Ammonia as Clean Energy
Compressors to Meet Diverse Needs of Plant

Mitsubishi Heavy Industries Technical Review Vol.60 No.3 (September 2023)
Sales Group Business Development Division
Ammonia is used as fertilizer or for industrial applications. In the midst of moving forward to carbon neutrality, in recent years, there is a growing expectation for its use as clean energy with no carbon dioxide emissions. As the technologies for ammonia production, transport and storage have already been established, the technological development is progressing for applications in thermal power generation, industrial furnaces and marine fuel. It is also attracting attention for its use as a carrier for transporting hydrogen, which is difficult to transport in large quantities.
Under such circumstances, the number of ammonia production plant projects is increasing across the world. Diverse needs are emerging, such as low-carbonization, decarbonization and plant expansion/upgrade.
This report presents the features of Mitsubishi Heavy Industries Compressor Corporation’s (MCO) compressor package for ammonia plants, as well as the needs for low-carbonization, decarbonization and upgrading of existing plants.
1. Compressors for ammonia plants
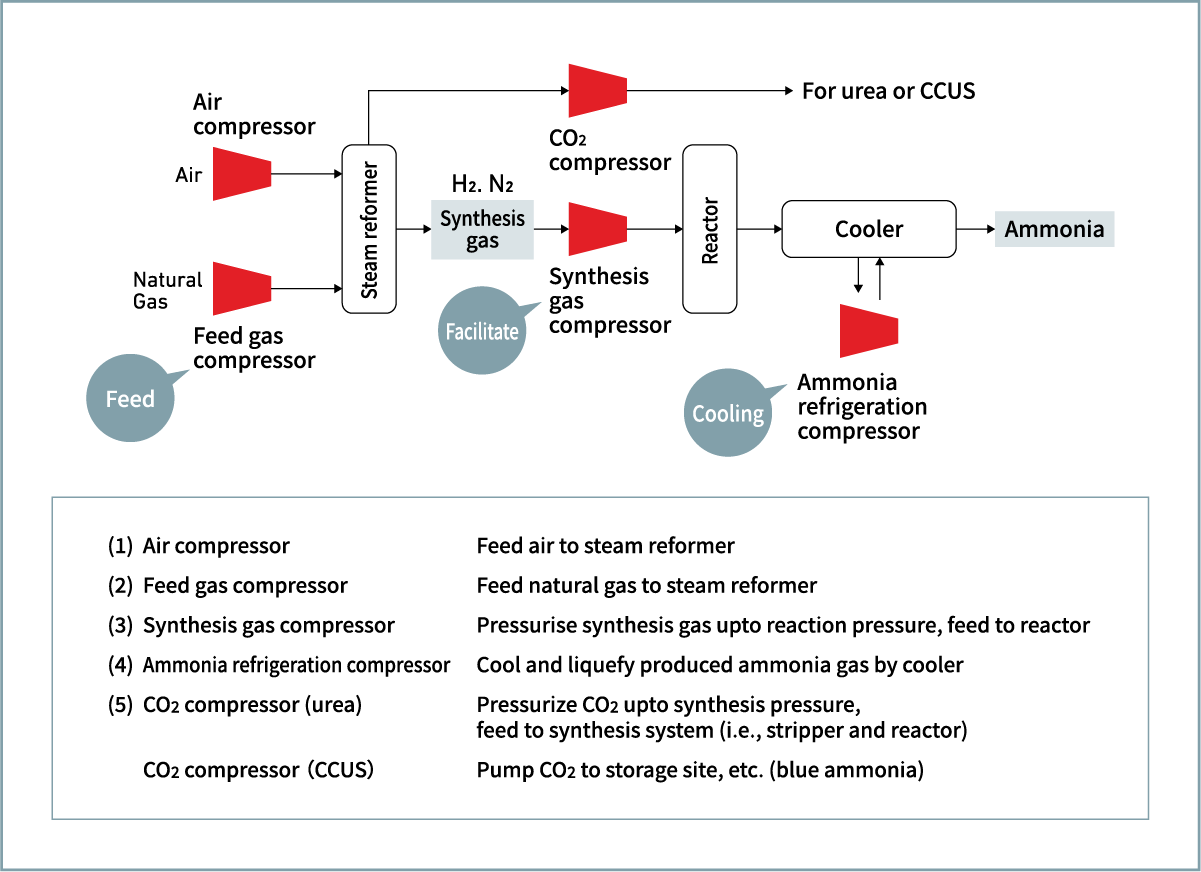
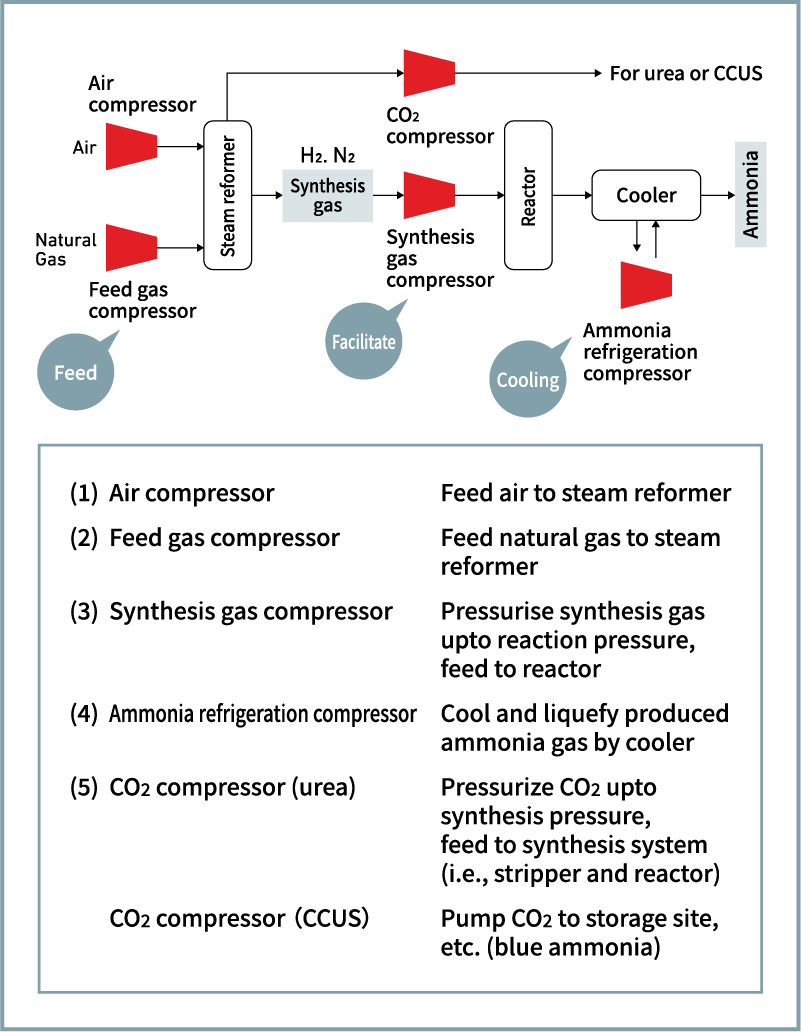
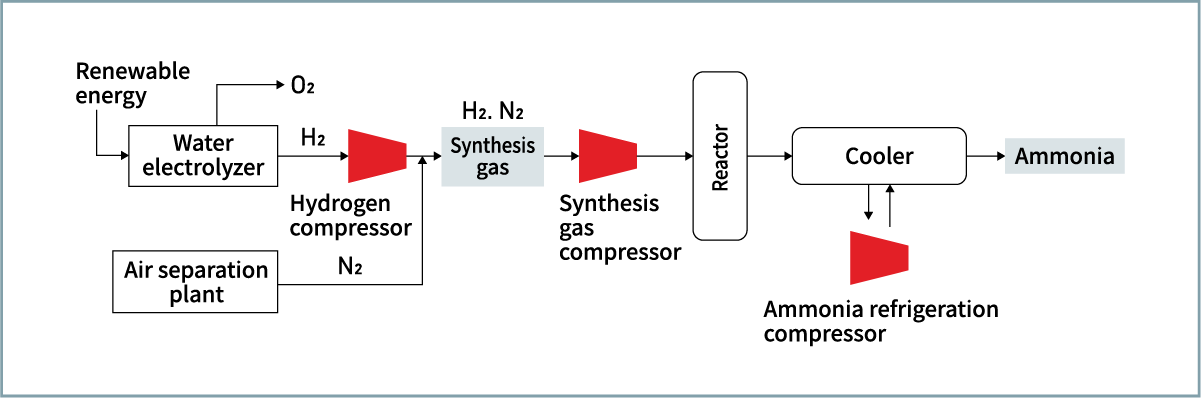
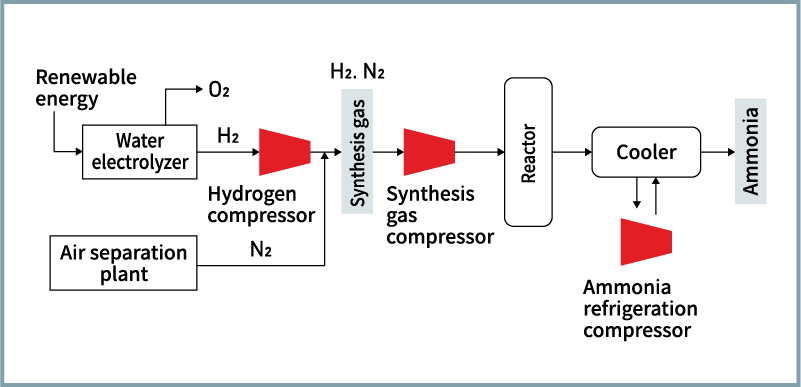
In the process of ammonia production (Haber-Bosch method), the compressors, which compress air or gas, serve as the key role. Figure 1 shows the major compressors used in the production process and their roles. As the efficiency and performance of compressors directly affect the plant operation, their high reliability is indispensable.
With regard to our compressor delivery records for ammonia plants, we have supplied more than 350 units across the world since our first delivery in South Korea in the 1960s, thereby contributing to the stable operation of plants. Recently, we delivered to one of the world’s largest ammonia plants (3,600 tons per day) in the United States. Table 1 lists our major deliveries.
| Year of delivery | Country | Production capacity (tons/d) |
|---|---|---|
| 2015 | Saudi Arabia | 3,300 |
| 2017 | Uzbekistan | 2,000 |
| 2019 | Nigeria | 2,300 |
| 2020 | Saudi Arabia | 3,300 |
| 2021 | USA* | 3,600 |
Table 1 Major deliveries to ammonia plants
- Blue ammonia
2. Features of our synthesis gas compressor train
The compression processes in ammonia production are shown in (1) to (5) in Figure 1. This report focuses on the features of our synthesis gas compressor, which is the heart of the plant and directly affects ammonia production capacity.
2.1 Compressor train configuration
The synthesis gas compressor pressurizes a mixture of gases mainly consisting of hydrogen and nitrogen. As synthesis of ammonia needs high pressure and the pressure ratio between suction and discharge is high, at least two compressors are necessary. (One for low pressure or LP and the other for high pressure or HP). Because of high-pressure service, vertically split (hereafter referred to as V-type) single-shaft multi-stage compressor will be applied as shown in Figure 2. The V-type compressor has a barrel type cylindrical outer casing, whose structure can withstand a high pressure of approximately 50-700 barg and even 1,000 barg experimentally. In this service, the V-type compressor has been used in the range of 150-300 barg. Maintenance is performed by pulling out a set of compressor’s internal parts along the shaft axis.
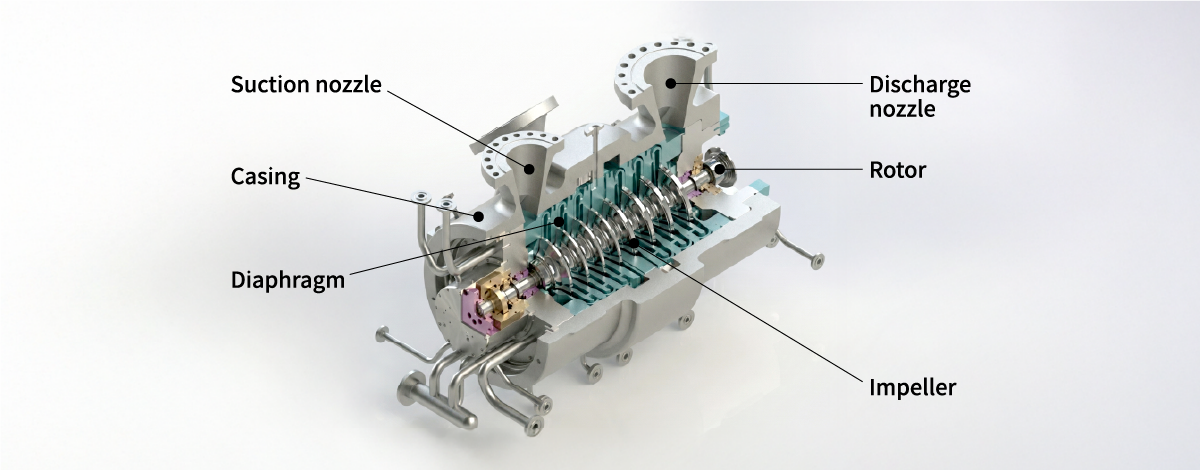
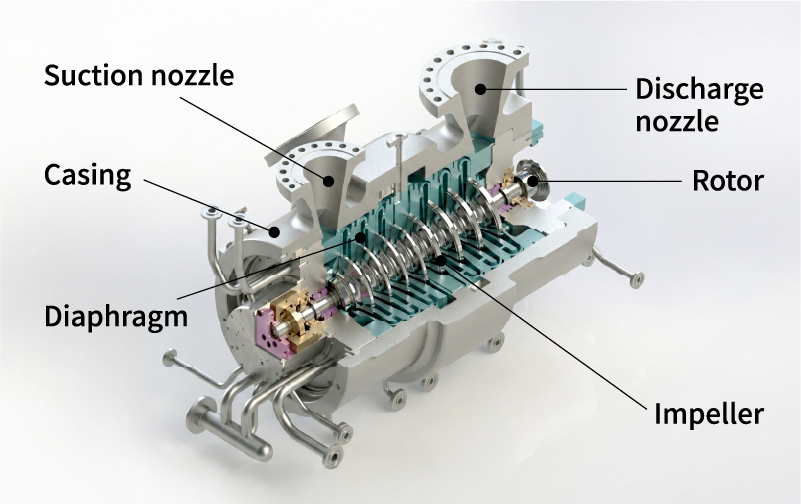
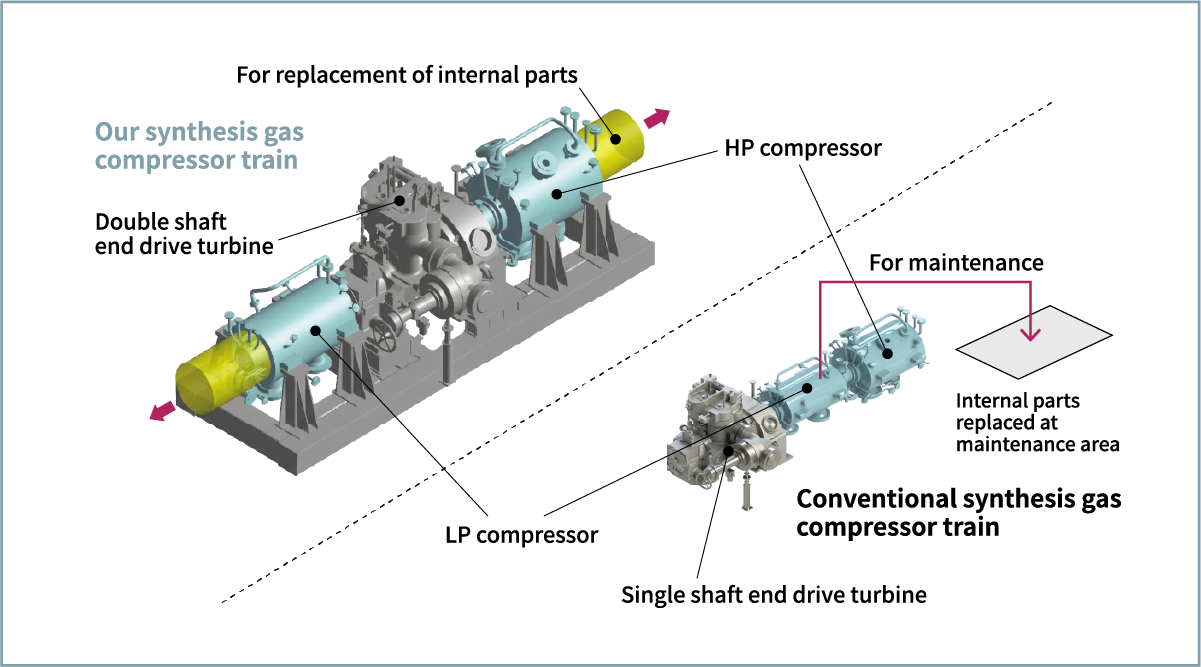
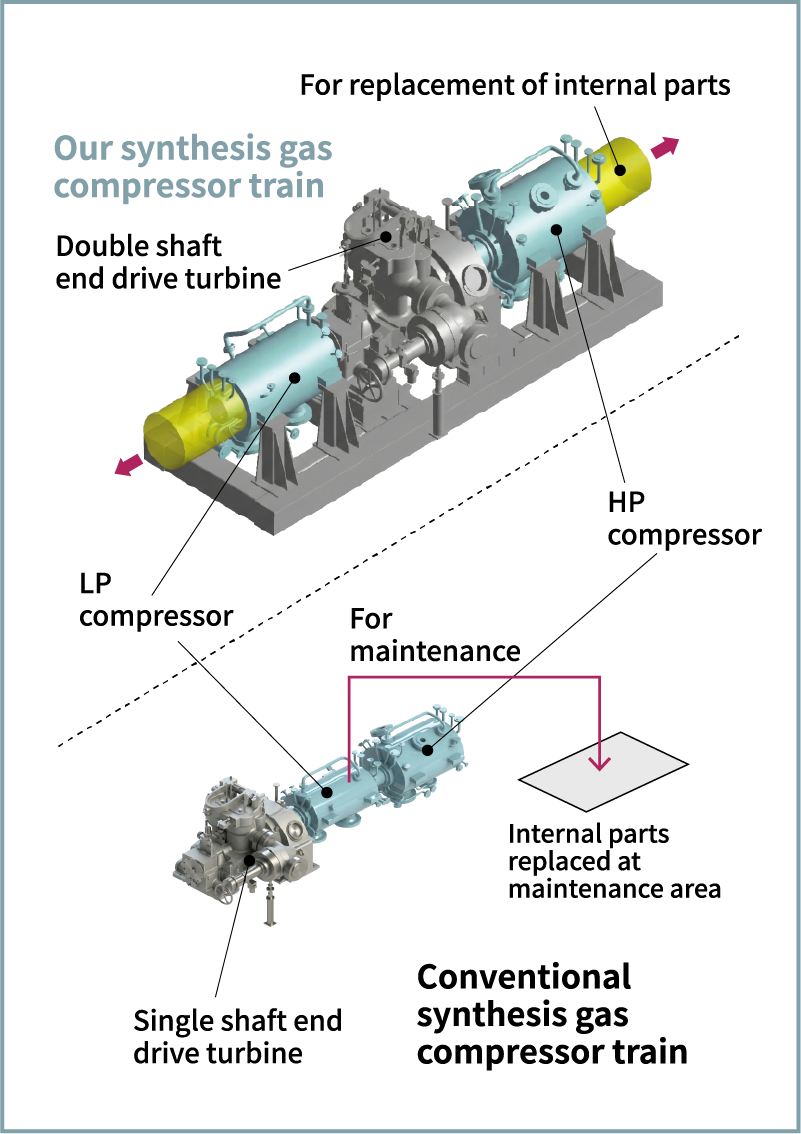
Figure 3 compares the train configurations between our synthesis gas compressor and the conventional compressor. In the conventional configuration, compressors are arranged in series based on the single end shaft drive design. During maintenance, the compressor located inside has to be removed/relocated to the maintenance area. However, our double end shaft drive design allows compressors to be positioned on either side of the driver. This enables replacement of the compressor’s internal parts without moving the compressor to another area. Because of this superior maintainability, our train configuration has been received favorably by many customers and we have delivered more than 150 units.
2.2 Boltless design of V-type compressor
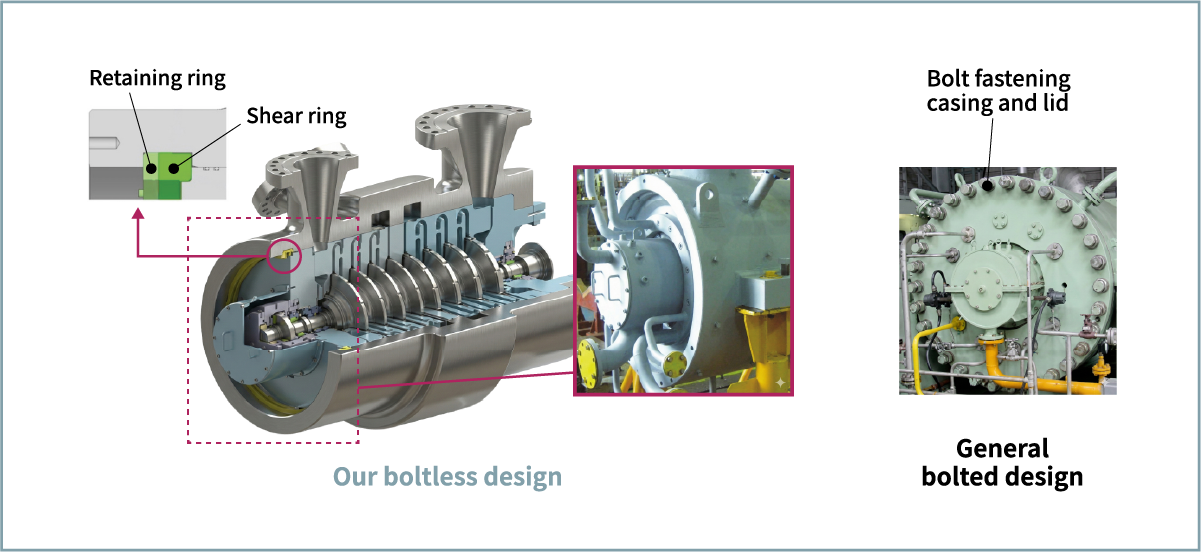
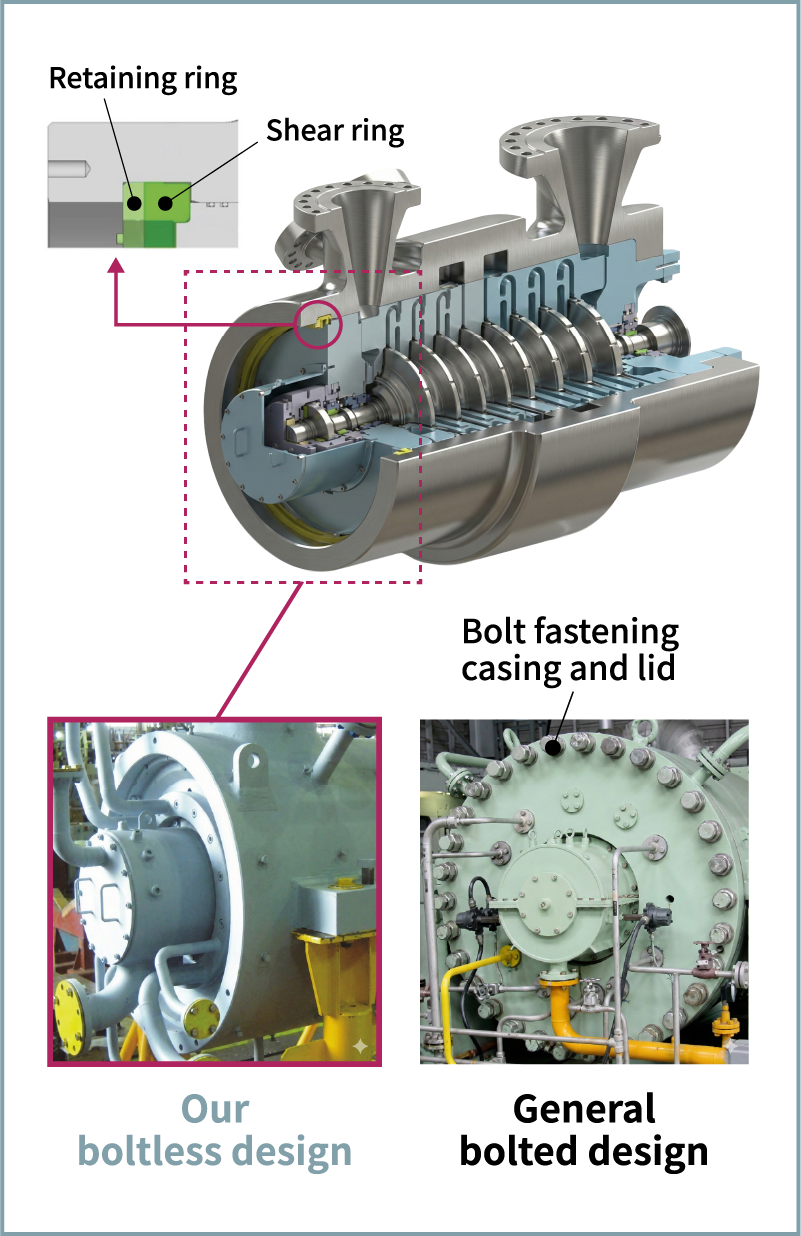
As described above, V-type compressors are mainly used in high-pressure service. One of the features of our compressors is the boltless design, which makes maintenance easy. A compressor consists of a casing and the internal parts, and the internal parts of V-type compressor to be pulled out along the shaft axis, one end of its cylindrical casing is open to allow a pull-out compressor internal. Therefore, it is necessary to attach and bolt a lid to the open end of the casing in order to maintain the internal pressure during operation. However, we have adopted the boltless design for our compressors using shear rings and retaining rings, thereby considerably shortening the required time for compressor disassembly. There is also another big advantage in terms of safety, that is no risk of gas leak through gaps around the bolts (Figure 4).
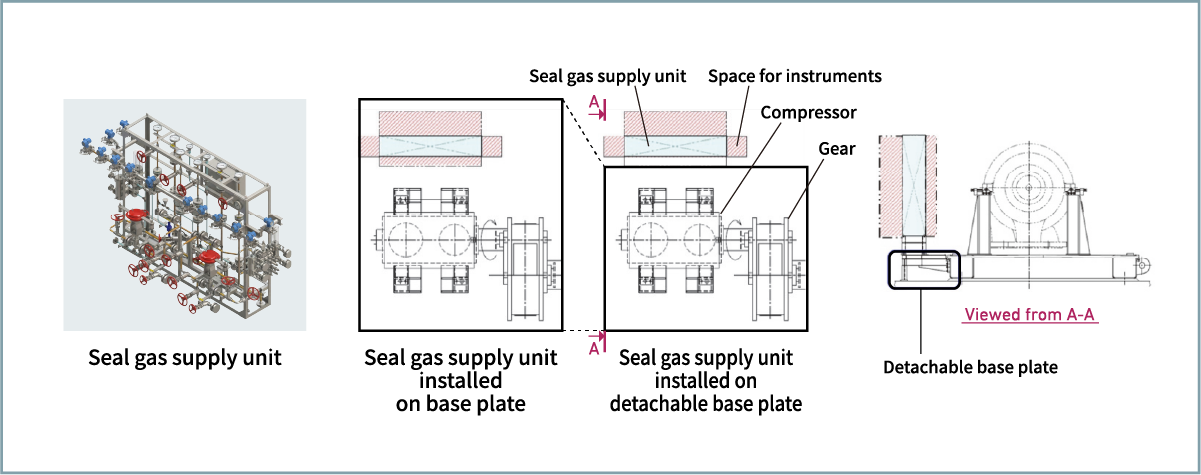
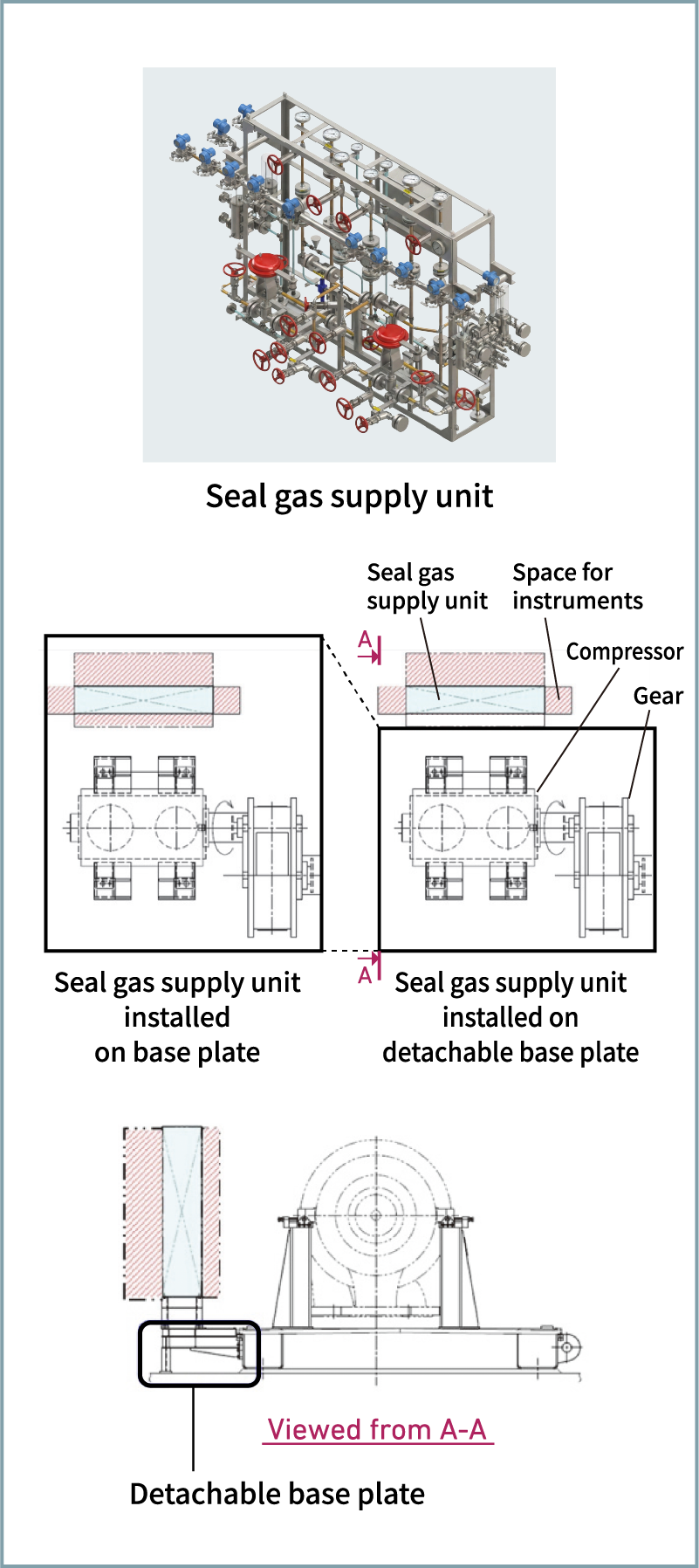
2.3 Integrated type (detachable type) base plate with seal gas supply unit
In general, dry gas seal is equipped with compressor to prevent the gas leakage of internal gas to outside. Dry gas seal has a micro-gap of 2-3μm between the rotating ring and the stationary ring. A seal gas supply unit is therefore required to supply filtered clean gas. Conventionally, it is installed outside the compressor base plate, and piping connection work between seal gas supply unit and compressor is necessary at site. However, in recent years, we often receive requests to install seal gas supply unit on compressor base plate and complete piping connection work before delivery in order to considerably reduce the required time at site. This causes deterioration of handling ability, the higher transportation cost and influence to the restriction of transportation due to increase of base plate size and weight. Therefore, we propose detachable type seal gas supply unit on the base plate by cantilever structure as necessary. This option not only allows confirmation of piping connection between the seal gas supply unit and the compressor before delivery, but also prevents increase of transportation cost, since seal gas supply unit can be removed from base plate and which means the base plate size for transportation remains unchanged from conventional one (Figure 5). We are thus capable of making proposals according to the customer requests, like the conventional separate installation of seal gas supply unit and the compressor, the installation on the same base plate, or the cantilever structure.
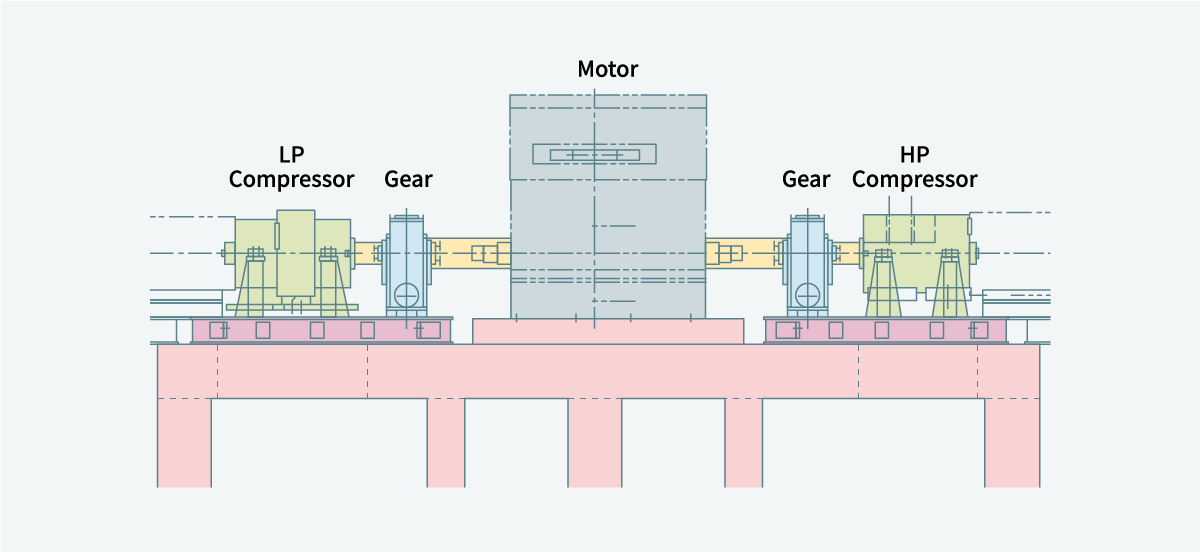
2.4 Performance optimization
The concept of our compressors are: high efficiency by high-speed selection, high turbine efficiency by matching rotating speed with the steam turbine, and the consequent reduction of required power (i.e., reduction of steam consumption). High-speed selection is able to reduce compressor size. This also contributes reduction of customer’s CAPEX (Capital Expenditure). On the other hand, for the motor driven compressors, which are increasing in recent years, the rotating speed of motor depends on the power supply frequency of a given area, which is different from turbine. For example, in the case of a 4-pole motor of 60 Hz, rotating speed is fixed at a low speed of 1,800 rpm. Therefore, as shown in Figure 6, by applying a speed increasing gear between the double end motor and each compressor, the rotating speed of each of compressor (i.e., LP and HP compressors) is adjustable and compressor performance can be optimized.
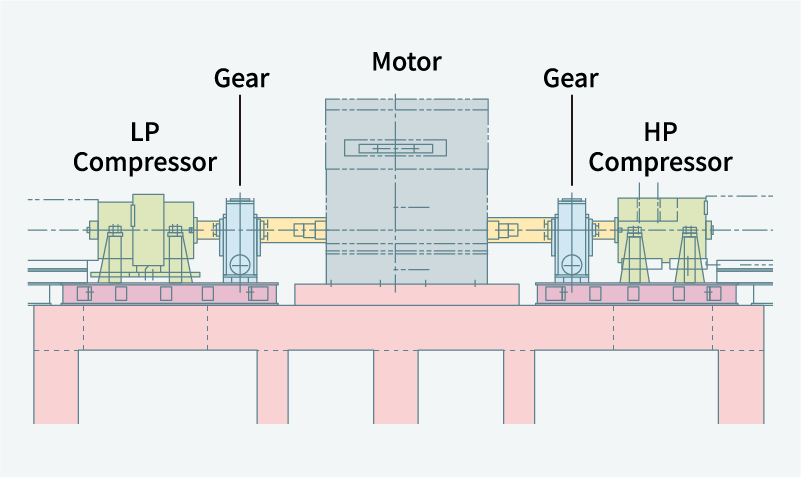
3. Upgrading of existing plants
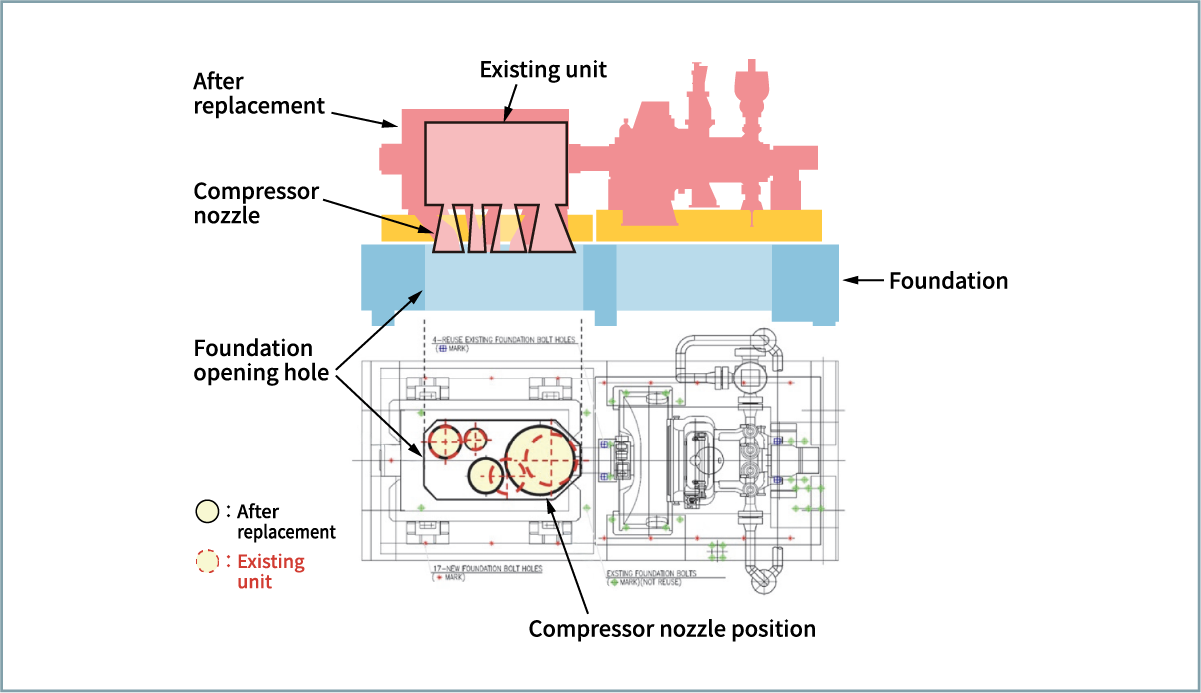
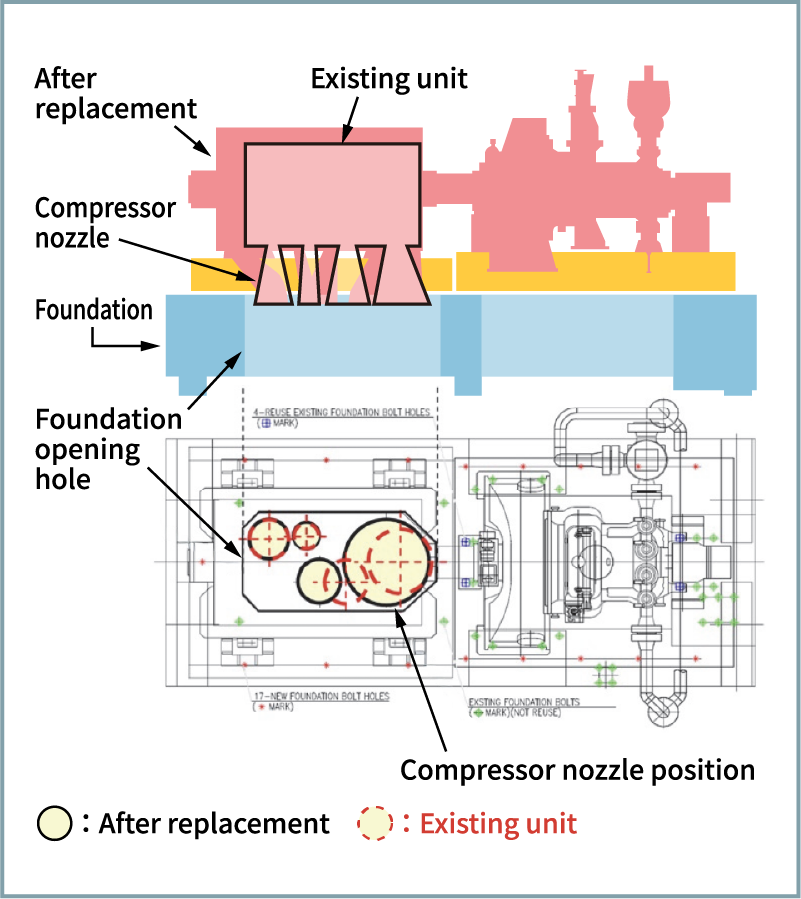
As the demand for ammonia rises, attention is placed on the upgrading of existing plants in addition to the grass root plants. For the ammonia plants, there are many old plants which has low production capability and old compressors with low efficiency. Replacement with the latest compressor model not only expands the plant capacity, but also can help customers to improve their OPEX (Operating Expense) by high efficiency. When upgrading an existing plant, it is preferable to minimize the scope of modification for keeping the investment costs low. Based on our vast experience in replacing more than 350 units and technologies, we are capable to propose optimization or minimization of the scope of modification according to the existing plant conditions or customer requests. For example, in case of plant capacity expansion project, conventional design causes the larger size of compressor, and thus modification of existing concrete foundation would be necessary. On the other hand, available period of the revamping work is usually limited since the work to be done during plant turnaround period and evaluation of soundness for existing old foundation is quite difficult. However, by applying our unique customized design, our compressor is fitted to the existing foundation as shown in Figure 7, the modification scope can be minimized and we can support customers in maximizing the return on investment.
Thus, replacement with our compressors can help customers to maximize the return on investment with the improved OPEX of existing plants, as well as the reduction of CO₂ emissions.
(Plant capacity expansion project)
(Plant capacity expansion project)
4. For low-carbonization and decarbonization
Coupled with the movement for carbon neutrality, study for low-carbonization and decarbonization of ammonia plants have been progressing in recent years. Blue ammonia which captures CO₂ generated in the production process, Green ammonia which is produced from hydrogen obtained by water electrolyzer that uses electricity derived from renewable energy, are expanding its use to fuel use as clean ammonia.
For achieving low-carbonization and decarbonization, CO₂ compressors are required to inject the captured CO₂ into underground in blue ammonia plant etc. We have many supply records of CO₂ compressors for conventional urea plants and gas processing plants.
In the green ammonia plants, there is no reformer that generates high-pressure steam (Figure 8), then the driver for the compressor is changed from a steam turbine using high-pressure steam to an electric motor. Also a booster compressor is required to mix hydrogen generated by water electrolyzer and nitrogen. We are developing a large-capacity hydrogen compressor to pressurize pure hydrogen.
5. Future prospect
The use of ammonia as a fuel is attracting attention, and as background that its demand is increasing, optimization requests of turbomachinery are also increasing to meet diverse plant demands, such as construction of grass root plants, capacity expansion or efficiency improvement for existing ammonia plants in operation. MCO will contribute to our customers and achieve the carbon neutral society by proposing highly reliable single-shaft multi-stage compressors/drivers based on our vast experience in grass root projects and revamping projects.