私たちの生活や経済を支える段ボールの製造を担う新型段ボール製函機「MC」開発の現場から

Story1
「MC」は時代やニーズに合わせた進化を遂げた、段ボール製函機
近年、当たり前に生活様式となったオンラインショッピングや通信販売。その流通に欠かせないものの一つが段ボールである。三菱重工機械システム(MHI-MS)は1958年から段ボールをつくる製函機の開発・製造を手掛けている。2003年には高性能、高効率を実現した「EVOL」を発売。北米、欧州、アジア、オセアニア、アフリカ、南米など世界中の32カ国から600台を超える受注実績という世界的なロングセラー製品となった。
2021年、時代やお客様のニーズにより応えるため新機種として「MC」を開発。近年多様になっている段ボール製造へのニーズに対し、高品質を維持しながら小ロット生産に対応、高効率を実現するために進化を遂げた。
「段ボール製函機に求められることは、国や地域によって大きく異なります。日本であれば、何種類も段ボールを少数生産することが多いです。一方、海外であれば、一種類のものを大量生産するために機械を何時間も稼働させるなど、多種多様なニーズがあります。そこで、国ごとの様式や細かなニーズに対応し、お客様のビジネスチャンスを最大限に高めたいとの思いから、MCの開発が始まりました」。

機械設計部 開発課
T.E
Story2
EVOLの高品質を維持しながら、高生産性を実現
「MC」の機械最高速度は250枚/分とEVOLよりも低速となっているが、時代に合わせた高生産性を実現するために様々な改良が行われている。例えば、機械全長をEVOLより約2m短縮し、コンパクトな工場に対応。省スペース化を実現しながらも、最大給紙寸法・最小給紙寸法ともにEVOLよりも対応範囲が大きくなっている。特に、大きな改良点はセット替え時間の短縮だ。
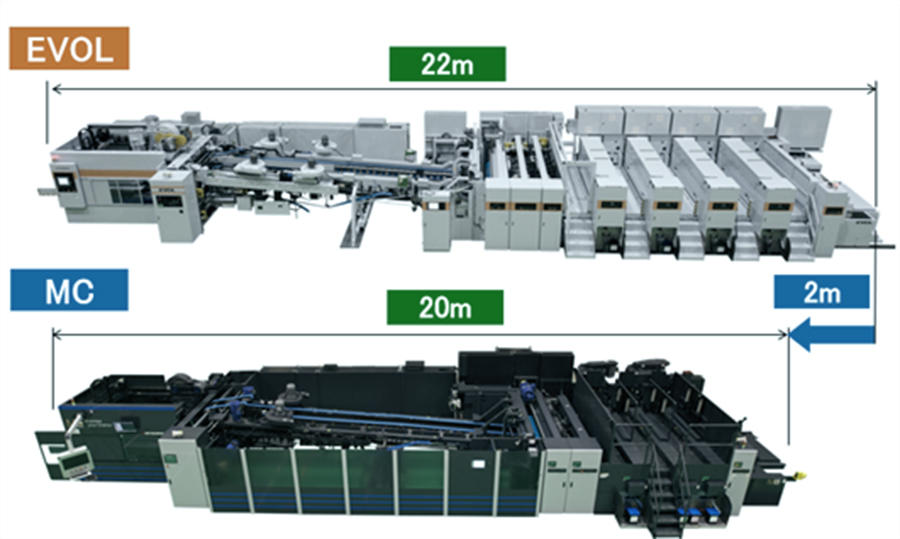
| MC-100 | EVOL-100 | |
|---|---|---|
| 最大給紙寸法L×W [mm] | 1000×2555 | 950×2555 |
| 最小給紙寸法L×W [mm] | 250×630 | 250×690 |
| 機械最高速度 [枚/分] | 250 | 350 |
| 平均セット時間 [分] | 2 | 3 |
用途に応じて、製造される段ボールは大きさや厚み、デザインや色が様々だ。そのため、稼働時には種類が変わるたびに印版交換をする必要がある。「MC」では高生産性を実現するために、印版のセット替え時間をEVOLに比べて36%も短縮することに成功した。

初号機は、タイに納品。その後、改良を行い極小ロットに対応した「MC」として、2021年に国内のお客様に内覧会を開き、リリースした。
「また、MCはブランド力を強化するため、性能の特徴をデザインに落としこみました。ボディの下部にある青いラインはスピード感を表現。産業機械において、ボディの色が黒というのはめずらしく、スタイリッシュなデザインがお客様にご好評をいただいています」。

機械設計部 開発課
A.K
Story3
平均セット替え時間短縮の鍵となるのは?
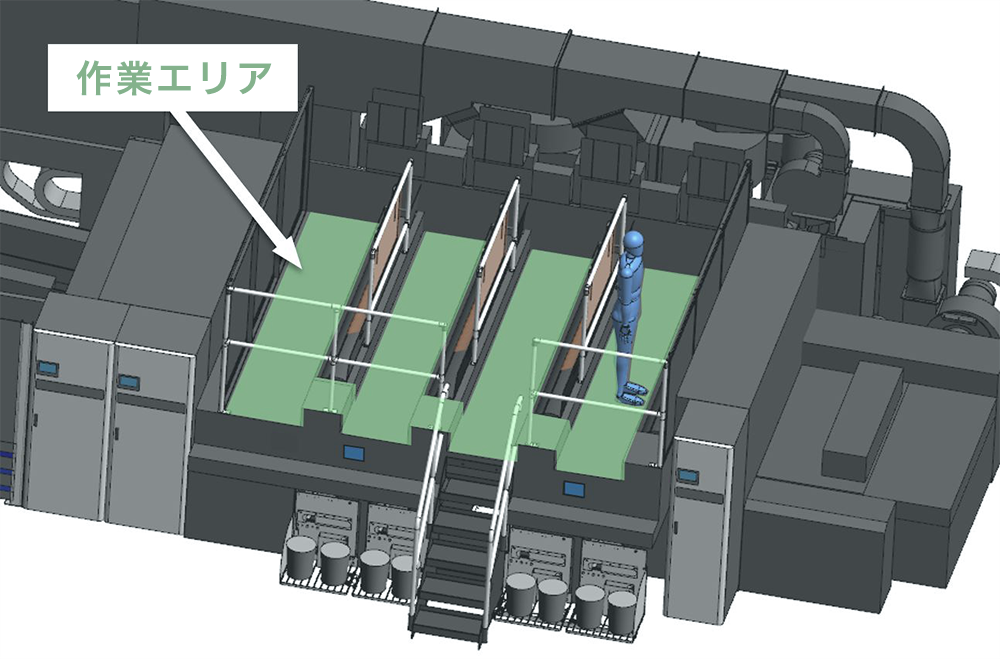
高生産性の実現に大きく関わるセット替え時間短縮の鍵となるのは、さまざまな要素があった。生産する箱サイズに応じて各装置を所定の位置に変更する移動時間の短縮、移動タイミングの見直しを行った。加えて、EVOLでは印版交換の際、階段を都度昇り降りする必要がある。「MC」では印刷部の改善により、階段が不要となり、フラットな作業エリアが実現されたのだ。これにより、現場オペレーターの負担軽減が実現された。
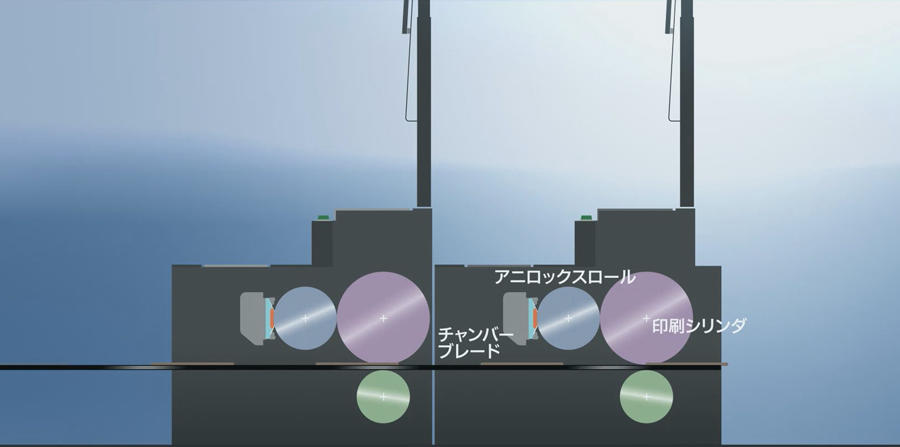
「段ボールの印刷を行うフレキソ印刷の機構には、何個かの金属製のロールが接地しています。印刷部の上にフラットな作業エリアをつくるために、インクを刷版に付ける役割を持つアニロックスロールの位置の改良を行いました。EVOLでは縦方向に配置していたものを横方向に配置することで、省スペース化を実現したのです。開発にあたっては、基本性能を落とさないために、EVOLの開発者である先輩方にどこまでの改良を行っていいのかを相談しながら行いました。高効率を実現しつつ、今までの高性能を維持するように努めました」とA.Kは話す。
このような開発努力があり、カーボンニュートラルにも貢献。セット替え時間の短縮をはじめとし、印刷部の全長が短くなったことで、モーター容量が低減した。その結果、EVOLに対して消費電力を7%削減し、CO2排出量は年間50tonもの削減に繋がった。
Story4
「MC」の開発を成し遂げたのは高いチーム力があってこそ
A.K、T.E共に「MC」開発の前には、新聞輪転機の開発に携わってきた。「当社では紙工機械の他にもプラントなどの開発も行っています。この分野の開発では、実際に自分で描いた図面が目の前で形になって、お客様が生産活動を行ってくれる。その後の改良作業まで自分で見れることは、やりがいにつながっていると感じます」。とA.Kは話す。
「MC」の開発チームは、全部で10人ほど。中心メンバーは30代で構成されている。製函機全体が大きく分けて7つのユニットから成るため、1人〜2人で1ユニットの設計を担当。プロジェクト室を発足してからは同じ部屋で各々、設計を行った。コミュニケーションが頻繁にとれる環境だったそうだ。
「毎朝、開発ミーティングを行い、進捗の確認やその日のタスクを確認しました。実証実験を行う現場に出るとき以外は、メンバー全員が同じ部屋で設計を行っていましたので、開発で困った時に周りに相談しやすかったです。一人だと思考が堂々巡りをしてしまいますが、上下関係隔てなく議論が可能で、とても良い環境でした」とT.Eは話す。

Story5
世界へ羽ばたいていく製函機、標準化・共通化を目指す
大きな製函機をどのようにお客様先に納品しているかを聞くと、工場で一度組み立て稼働試験を行い、合格した後、ユニット単位に分け、トラックで運ぶそう。海外への場合は、コンテナ船で輸送。所内同等の性能になることを現地でも確認し、お客様に納入する。
現在、「MC」は国内をはじめとし、タイ、スイス、トルコ、アメリカと文字通り世界中から受注している。トルコとアメリカに関しては、納品に向けて、現在製造を行っているとのこと。また、お国柄も開発内容を左右すると言う。
「現在、お客様からの要望に応えるため、新たな装置の開発に取り組んでいる最中です。これからは、国やお客様に合わせた開発で得た知見で、製品の標準化・共通化を行っていきます。これから先、何十年も生産、販売を続けていく上でより安定した生産は必要不可欠だからです」。
私たちの生活に欠かせないと言っても過言ではない段ボール。その段ボール製造の裏側には開発者の弛まぬ努力があった。また、時代の変化が急速な昨今において、時流を掴み、対応していく開発は必要不可欠だ。高性能な段ボール製函機が日本から全世界に行き渡っている様子を想像すると胸が高鳴る。これからもMHI-MSの挑戦は続いていく。

